


不要错过这部精心制作的不锈钢复合管品质商家产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:通化柳河不锈钢复合管品质商家的图文介绍

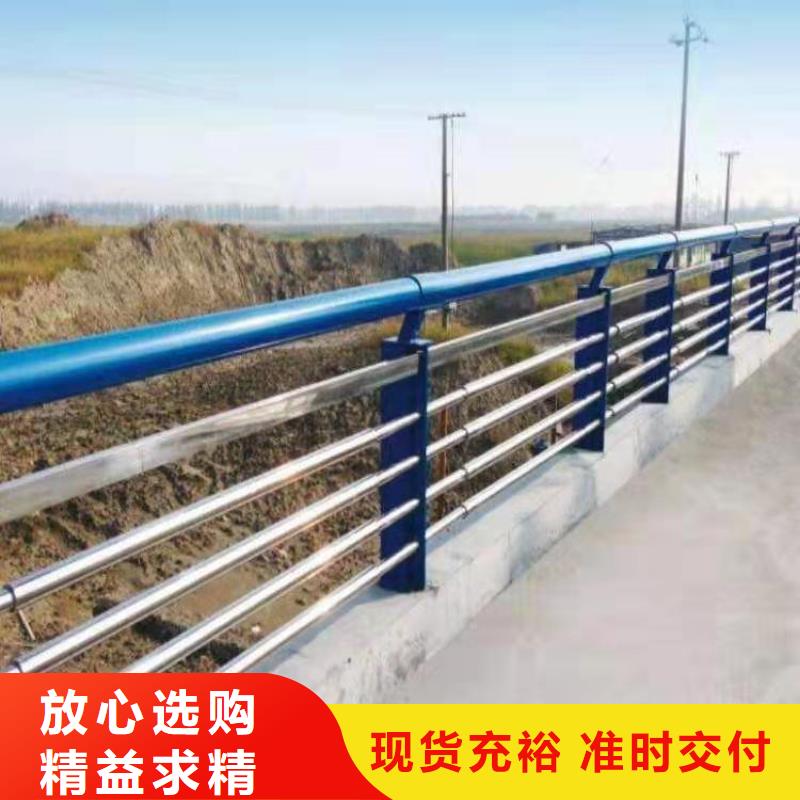
四周的框架是重要组成部分,使桥梁护栏网网更加牢固耐用。2.中间的网片一般是由丝径为3.5毫米--6.0毫米,材质Q235D的低碳钢丝焊接而成,网孔小于5厘米的一般为现货,网孔大于5厘米的如5*10、7*18*16等、这些都可以定制,网孔和丝径一般根据客户的用途来确定。3.安装固定的立柱有方管和圆管,客户可以根据不同的审美观来自己选择方管或者圆管,管的壁厚越厚价格越高,一般桥梁护栏网网都是浸塑工艺进行防腐处理,颜色根据客户需要而定,绿色,红色,黑色,白色,蓝色等,这些基本颜色都能做到。桥梁护栏网栏网又叫做市政隔离栏。它美观新颖,易安装,可靠,价格优惠。桥梁护栏网适用城市交通要道、公路中间绿化隔离带、二级公路、乡镇公路及各公路收费口,市政道路隔离护栏,人行交通护栏,机动与非机动隔离护栏、道路中心防护网、道路隔离护栏、规格齐全、品种多,可以任意选择高度。 桥梁护栏网特点:市政护栏网美观、实用的特点。本产品的安装方便,适用于各种市政建筑、道路使用。桥梁护栏网市政护栏网是目前比较受欢迎的道路隔离护栏之一,主要用于场区隔离带,市政工程隔离带,园林护栏,市政建设中的公园、草坪、动物园、池湖、道路、及住宅区的隔离与防护;宾馆、酒店、超市、娱乐场所的防护与装饰。对于桥梁建设来说,桥梁造型与外观已经逐渐成为了其重点考虑的问题。而桥梁防撞护栏作为桥梁外观工程中的重要工程,施工单位越来越重视桥梁防撞护栏质量的好坏与外观问题。所以,不断加强研究桥梁砼防撞护栏施工技术以及施工质量,对施工有着很大的保障作用,并且能够有效地延长桥梁的使用寿命。 桥梁砼防撞护栏的相关施工技术分析脚手架搭设施工技术要点制作和安装钢筋骨架注意事项在制作桥梁砼防撞护栏钢筋骨架的时候,首先应该在钢筋棚处下料,然后再清理干净钢筋表面的漆皮、鳞锈以及油渍等。


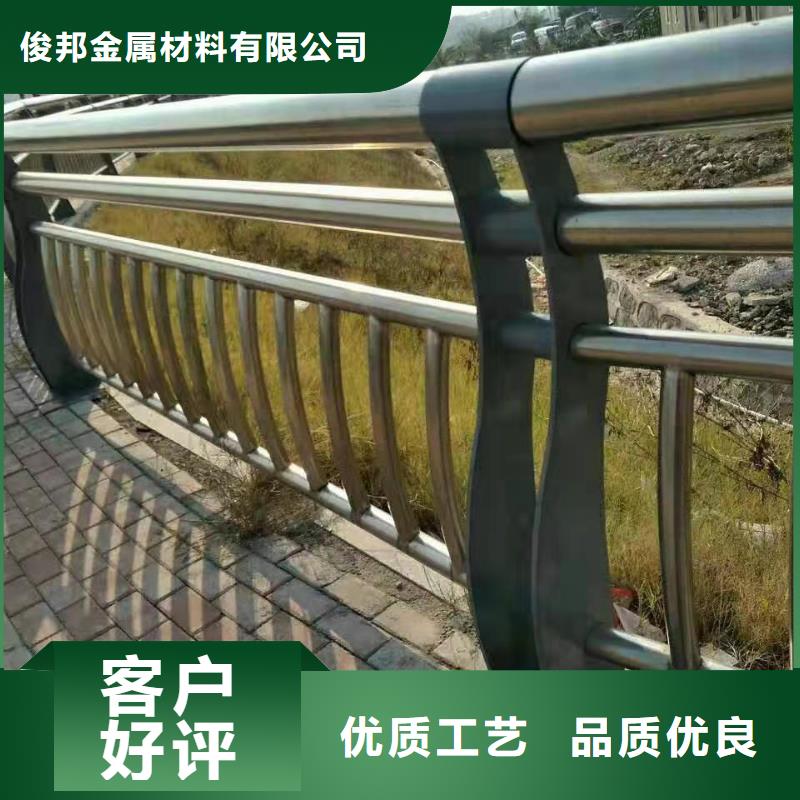
下面我们就来分析一下。不锈钢复合管是用特殊技术将不锈钢材料掩盖在铁质或钢质管道的表面上构成维护层,而复合生成的一种新型环保材料,主要采用的技术有喷塑、镀锌、镀铬以及内衬等。无损加压复合技术使它的防护层与其内置管道无缝衔接,即使在强大的外力作用下维护层也不容易零落。 选择护栏,需求施工人员量体裁衣,尽量定性为专业优势,从细节和着手分析,未来定位到护栏的和客观树立的优势更为明白。护栏的设计和整体的搭建,加上全新的材料运用,不锈钢护栏,选择也因此呈现出较大的优势,真正的让更多的人感遭到产品,了解市场的不时深化。 不锈钢复合管厂家,201不锈钢复合管,304不锈钢复合管。不锈钢复合管护栏库存处于高位,价钱暂时坚持在不锈钢复合管护栏市场行情中起到推波助澜的左右。城市价钱坚持稳中有涨的趋向。价钱继续维稳,当地气温上升,工地陆陆续续开工,不锈钢复合管护栏市场成交开端变好,但是本身库存处于高位,价钱暂时坚持。 不锈钢碳素钢复合管厂家对外出货意愿5:21不锈钢碳素钢复合管厂家对外出货意愿有所增强不锈钢碳素钢复合管市场弱稳运转。据了解,自节前河北某大型钢铁集团敲定5月采购价钱后,陆续有钢厂表示或就以此价钱为中止采购,但是本月钢厂稍显。 不锈钢碳素钢复合管,是由不锈钢(SUS30与优质碳素结构钢(Q195-Q23SPCC)等双金属,经高科技同步复合焊接而成,产品兼具不锈钢出色美观的华美外表,抗腐蚀性能和碳素钢结构强度大的诸多突出优点,与纯不锈钢复合管相比,节约了本钱,增加了强度。是纯不锈钢复合管的 升级换代产品.真正完成了装饰与负荷的圆满分别。不锈钢/碳钢复合管,不只显著改善了钢管的表面性能和运用性能,拓宽了其运用范畴,还作为节能和绿色环保新材料,代表着产业展开方向。2001年,该产品被列入下属中国社会调查所特别引荐产品。2002年10月,不锈钢复合管标准GB/T18704-2002顺利,不锈钢复合管从原材料选用,工艺选择,质量标准,市场应用等诸方面,都有了一套严厉的管理规范。不锈钢复合管这一新型绿色环保材料从此步入了良性展开轨道。



立佳金属制品(通化市柳河市分公司)是一家以 不锈钢桥梁护栏为主的经营企业,公司地理位置优越交通十分方便。我们交货及时,价格低,质量优,节假日照常营业。公司凭借雄厚的实力,丰富齐全的规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!我们一贯坚持 “ 质量di yi、信誉至上 ” 的生产服务宗旨,奉行 “ 以人为本,诚信立业 ” 的经营理念,秉承 “ 只有专业,才成事业 ” 的发展思路,竭诚为广大新老用户提供优质的产品和优良的服务。


焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。



